記憶の箱舟 HBM1200溶接機ユーザーマニュアル
HBM1200溶接機ユーザーマニュアル
HBM1200、145、185、200、250、MT2000共通PDF英語版ユーザーズマニュアルをHBM1200に関連すると思われる部分を機械翻訳したものであるが、往々にして他の機種部分も掲載されているので、必ず原文を確認願いたい。
目次
1 機械の説明・・・・・・・・・・・・1
2 機械的パラメータ表・・・・・・・・2
3 パネル機能の説明・・・・・・・・・3
4 付属品の図面・・・・・・・・・・・5
5 推奨される溶接パラメータ・・・・・5
6 インストールに関する注意事項・・・5
7 注意事項と予防措置・・・・・・・・6
8 遭遇した溶接の問題と分析・・・・・7
9 日常のメンテナンス・・・・・・・・8
10 異常の早期チェック ・・・・・・・8
1 機械の説明
製品機能:二酸化炭素ガスシールド溶接機は、当社のインバータ技術製造の研究開発設計です。インバータ溶接機には、次の利点があります。
- グリッド電圧の1つの強力な適応、±15%の範囲は通常使用できます。
- シンプルなデザイン、美しい、雰囲気、小型、軽量、持ち運びに便利
- 3つの保護ダクト設計の使用、電子機器の包括的な保護
- 電流モードPWMパルス幅調整技術、IGBTインバータ技術、高出力高速回復ダイオードを使用したこのシリーズのガス溶接機は、この技術を使用して、製品の信頼性とより安定性を確保する必要があります。
- 電圧が不十分、過熱、過電流、欠相保護があり、製品の信頼性を確保します。
- 出力性能は安定しており、溶接の出力電力をリアルタイムで監視し、出力電流を効果的に管理して溶接の信頼性を確保します。
- 優れた動的特性、簡単なアーク、アークの安定性、プールの制御が簡単です。
- 正確なプリセット溶接電流、ワークピースのさまざまな厚さに対してより直感的で便利な使用、小さな電流のシート、大きなパワーフローの厚いプレート、溶接の品質と省エネを保証します。
- デジタルキーエンコーダー調整、インターフェースはシンプルで、相乗的で統一された2T / 4T、チェックワイヤーおよびその他の機能を備えています。ブートは自動的に最後のパラメータを復元し、側面を調整します。 0.8,1.0の2種類のワイヤCO2ガス保護溶接の相乗効果と統一された仕様を統合し、パラメータを通常の溶接に調整するだけで、電圧微調整機能を備えています。
2 アプリケーション:
炭素鋼、合金鋼、非鉄金属など、さまざまな金属材料の溶接に適しています。ボイラー圧力ヒューズ製造、産業用発電所、航空宇宙産業、自動車およびエンジニアリング車両の製造および建設などの金属部品の製造に適しています。
3 モデルの説明:HBM1200
- HITBOX MIG溶接機120A 110V&220V兼用 HBM1200 リフトTIG ARCインバーターフラックスコアワイヤガスレスMIG溶接機3 in 1
- 【マルチ溶接機】HBM1200は一台で半自動溶接(ノンガス)/手棒溶接/TIG溶接と様々な用途に対応できます。母材の表面が汚れていたら、スパークが出来ないかもしれません。
- 【リフトTIG溶接】TIGトーチ(別売)を接続すれば、リフトスタート式のTIG溶接が可能。リフトTIG溶接を使用するときには、ガスビンでアルゴン流量計を装着してから、アルゴン流量計からトーチに装着して使用してください。
- 【仕様】溶接可能板厚:MIG:0.8-3mm 、Lift TIG 1-3mm、ARC/MMA 1-6mm。適用溶接棒:1.4φ~2.5φ。適用ワイヤ:φ0.8/1.0mm。ノンガスMIG機能を使用する場合は、特定のフラックス入りワイヤのみを使用してください。
- 【接続方法】ARC機能:溶接棒ホルダーを陽極ソケット(+)に接続し、接地コードを陰極ソケット(-)に接続します。ノンガスMIG機能:接地コードを陽極ソケット(+)に接続するだけです。TIG機能:接地コードを陽極ソケット(+)に接続し、TIGトーチを陰極ソケット(-)に接続します。初回起動使用される場合、接触面が不十分であるため、スパークが出来ないかもしれません。繰り返して擦って、溶接材とワイヤとの接触面を増加する必要があります。
- 注:ネームプレートで製品モデルを必ず識別してください。同じ製品モデルでもパラメータが異なる場合があります。
2 パラメータ表
| モデルパラメータ | HBM1200 | ワイヤ速度(m / min) | 1.5-16 |
| 電源電圧(V) | AC110V/220V ±15% | ポストフロー時間(S) | 1.0±0.5 |
| 周波数(Hz) | 50/60 | ワイヤ直径(mm) | 0.8/1.0 |
| 定格入力電流(A) | 18 | 絶縁グレード | F |
| 出力電流(A) | 30-120 | 住宅保護グレード | IP21S |
| 定格出力電圧(V) | 12.5-25 | 該当する厚さ(mm) | Over0.8 |
| 使用率(%) | 40 | 出力ケーブル(mm2) | Over12 |
| 力率 | >0.73 | 重量-本体(kg) | 4.6 |
| 効率(%) | N0.85 | 寸法(mm) | 340*136*248248 |
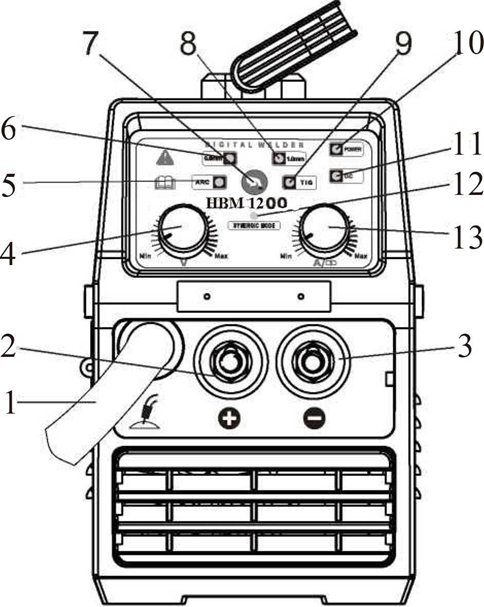
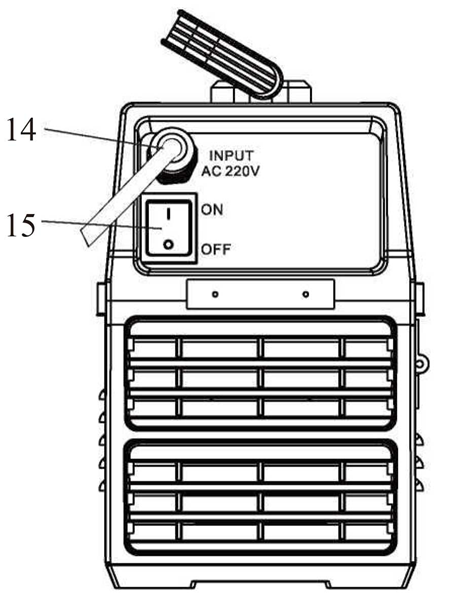
3 パネル機能の説明:機能の説明(HBM1200)
1 ガスシールド溶接トーチ
2 正の出力
3 負の出力
4 電圧ポテンショメータ
5 ARCインジケータ
6 フラックスコア0.8インジケータ
7 機能スイッチボタン
8 フラックスコア1.0インジケータ
9 TIGインジケータ
10 電源インジケータ
11 異常インジケータ
12 相乗モードインジケータ
13 電流(ワイヤフィード)ポテンショメータ
14 入力電力線
15 電源スイッチ
1:機能ボタンの説明:(HBM1200のではないが、該当事項のみを参照すること。)
1)ARC / MIG / TIGモード切り替えボタン(ボタン1)
溶接機の作業モードを切り替えることができます。ボタンを複数回押すと、溶接機の作業モードを周期的に切り替えることができ、対応するステータスインジケータで溶接機の現在の作業モードを示すことができます。
2)相乗的統合機能ボタン(ボタン2)
① MIGモードでは、溶接パラメータを自動的に一致させることができます。このとき、溶接電圧を微調整することができます。ボタン6を押して、デフォルトの一致値に戻します。
② もう一度ボタンを押すと、Synergic統合ステータスインジケータがオフになります。このとき、溶接機は非相乗的均一状態、および溶接電圧、溶接電流、アーク力、およびその他のパラメータは、手動で照合します。
3)2T / 4Tスイッチボタン(ボタン3)
① トーチスイッチ溶接機を2T状態で長押しし、トーチスイッチ溶接機を離すと、ショートシーム溶接やスポット溶接で一般的に使用されている作業を停止します。
② 4T状態でトーチスイッチ溶接機を押すと、溶接電流と溶接電圧が制御されず、トーチスイッチを離して溶接を続行します。溶接電流の溶接電圧を制御し、トーチスイッチ溶接機を再度押して溶接を継続します。アーク電流とアーク電圧が制御され、トーチスイッチが再び解放され、溶接機が溶接を停止します。長スリット長距離溶接に適しており、状態が切り替わると対応する表示灯が点灯します。
4)ワイヤーチェック機能ボタン(ボタン4)
MIG状態では、ワイヤーチェック機能ボタンを押すとワイヤフィーダがワイヤ検出状態になり、ワイヤが素早く送られ、対応するステータスインジケータが点灯し、ボタンを離すとワイヤが停止します。
5)溶接電流/ ARC電流/電極径/電極材料選択ボタン(ボタン5)
非溶接状態でボタンを複数回押すと、現在の調整可能なパラメータが選択され、対応するインジケータライトが点灯し(インジケータ11)、電流調整ノブでパラメータ値を調整できます(ノブ15)、パラメータのプリセット値が表示されます。電流計に電流計が表示され、溶接状態と溶接機の実際の出力電流が表示されます。
6)溶接電圧/アーク電圧/アーク力/バックバーン時間/リモートコントロール選択ボタン(ボタン)
非溶接状態でボタンを数回押して、現在の調整可能なパラメータを選択すると、対応するインジケータがオンになります(インジケータ12)。電圧調整つまみパラメータ値(つまみ16)を調整すると、パラメータの設定値が電圧計に表示されます。溶接状態の電圧計は、溶接機の実際の出力電圧を示します。
2:調整つまみ:
1)電流ポテンションメータ(ノブ13):溶接電流/アーク電流/線径/線材選択などの溶接パラメータを調整するために使用します。
2)電圧ポテンションメータ(ノブ4):溶接電圧/アーク電圧/アーク力/逆燃焼時間/リモートコントロール選択などの溶接パラメータを調整するために使用されます。
3:パラメータの説明:
1)溶接電流:溶接機が通常溶接されているときの電流出力
2)アーク電流:溶接機は溶接前に出力電流を停止し、アーク電圧で調整します。
3)線径:0.8mm、1.0mmの異なる線径を選択できます。
4)ワイヤ材料:溶接作業にはさまざまな材料を使用できます。
5)溶接電圧:通常の溶接中の溶接機の出力電圧
6)アーク電圧:溶接機は溶接前に出力電圧を停止し、アーク電流と一緒に調整します。
7)アーク力:溶接出力電流が増加するにつれて、溶接アーク特性が適切に調整され、溶接スパッタを減らすことができます。
8)バックバーン時間:バーンバック時間は10〜99.9msの範囲で調整可能です。
9)リモートコントロール:MIG270DFモデルは、リモートコントロール状態がデフォルトでオンになっています。制御に近い状態(ワイヤフィーダ調整つまみは調整不可)の場合、不均一状態で「溶接電圧/アーク電圧/アーク力/復帰/リモコン」ボタンを複数回押すことができます。溶接電圧計はリモコンへのonスイッチを示します。溶接電圧計がoffを示すと、ニアコントロール状態に切り替わり、MIG270DYモデルにはこの機能がありません。
4:パラメータプリセット:
1)ARC / MMA溶接モード:現在のプリセット30-240A範囲は、非溶接状態で調整可能です。電圧計は無負荷電圧を示します。電流計は溶接状態での実際の出力電流を示し、電圧計は出力電圧を示します。
2)MIG溶接モード:異なる溶接パラメータに対して異なる線径が選択されます。調整可能なパラメータは次のとおりです。
3)TIG溶接モード:溶接電流は5〜240Aの範囲で調整可能であり、電圧計はアーク遮断電圧が16〜72Vの範囲で調整可能であることを示しています。
| 表示パラメータ ワイヤ径 | 溶接電流 (A) | 溶接電圧 (V) | アーク電流 (A) | アーク電圧 (V) | バックバーン時間(ミリ秒) | アーク フォース |
| 0.8 | 30-250 | 14.0-40.0 | 30-250 | 14.0-40.0 | 10.0-99.9 | 1-100 |
| 1.0 | 50-270 | 14.0-40.0 | 50-270 | 14.0-40.0 | 10.0-99.9 | 1-100 |
4 付属品の図面(+200V変換ラインアダプター:日本仕様ではない。)

5 推奨される溶接パラメータ:省略
6 インストールに関する注意事項:
接続ケーブルが長すぎると、溶接機のアーク性能が溶接性能の安定性に大きく影響します。したがって、推奨される構成の長さを使用することをお勧めします。電圧降下を低減するために、より大きな断面積のケーブルを使用してください。
1)溶接機後部に取り付けられている接地マーク接地ねじを、6㎟より大きいケーブルに接続して、溶接機ケーシングを確実に接地します。
2)溶接機の入力電圧レベルに応じて、電力線を対応する電圧レベルの配電ボックスに接続し、間違った電圧を接続しないでください。また、供給電圧の誤差が許容範囲内にあることを確認してください。
3)入力電源ケーブル、出力溶接トング、出力アース線が確実に接続されていることを確認してください。出力インターフェースについては、以下の接続方法を参照して時計回りに締めてください。
4)配線の極性に注意してください。一般に、直流溶接機の配線方法には、正の接続方法と逆の接続方法の2つがあります。 正の接続方法では、溶接クランプが負極に接続され、ワークピースはアークの不安定性、大きなスプラッシュ、および粘着性のストリップを持ちます。この場合、クイックプラグを交換して極性を変更することができます。不安定なアーク、大きなスプラッシュや固着などが発生した場合は、クイックプラグを交換して極性を変えることができます。
インストール手順:
1)二酸化炭素ガス減圧流量計を備えたガスボンベは、機械背面の二酸化炭素入口のガス入口と密接に接続されています。
2)アース線クイックプラグをフロントパネルの対応するクイックソケットに差し込みます。
3)ワイヤフィーダのフレームシャフトに溶接ワイヤ付きワイヤースプールを取り付け、ワイヤーワイヤープレートの穴位置をフレームシャフトの固定ボルトに合わせます。
4)使用するワイヤの直径に応じて、別のワイヤーフィードスロットを選択します。
5)プレッシャーローラーのナットを緩め、ワイヤーガイドチューブを介して溶接ワイヤをワイヤフィーダ溝に送り、プレッシャーワイヤーを調整して溶接ワイヤを押し、溶接ワイヤが滑らないようにしますが、圧力がスライドしないようにします。ワイヤが変形してワイヤの送りに影響を与えるのを防ぐには大きすぎます。
6)ワイヤースプールを時計回りに回転させて、ワイヤを解放します。ワイヤを防ぐために緩めると、新しいワイヤーディスクヘッドがワイヤーディスクの側面にある固定穴に配置されることがよくあります。通常の使用時に曲がったワイヤが詰まらないように、ワイヤのこの部分を切断します。
7)トーチをフロントパネルの出力ソケットに挿入して締め、ワイヤをガン本体に挿入します。
このステップは、電気技師が操作する必要があります。
溶接機の入力電圧と電流(技術パラメータ表を参照)に従って、適切な電源ラインを対応する容量の配電ボックスに接続します。間違った電圧を接続しないでください。また、供給電圧の誤差が許容範囲内にあることを確認してください。
7 注意事項と予防措置:
1:環境:
1)溶接作業は比較的乾燥した環境で行う必要があり、空気湿度は通常90%を超えてはなりません。
2)周囲温度は-10℃から40℃の間でなければなりません。
3)太陽や雨の中での溶接は避け、溶接機に水や雨を入れないでください。
4)ほこりや腐食性ガス環境での溶接を避けるため。
5)ガス保護溶接作業のための環境での強い空気の流れを避けるため。
2:セキュリティポイント:
当社の溶接機は、過電圧、過電流、過熱保護回路が設置されており、グリッド電圧、出力電流、および機械温度が設定された基準を超えると、溶接機自動的に動作を停止します。ただし、過度の使用(Highを超える電圧など)は溶接機に損傷を与えるため、次の点に注意する必要があります。
良好な換気を確保するために:
私たちの溶接機は小型の溶接機で、稼働中は作動電流が大きく、自然換気では溶接機の冷却要件を満たせないため、溶接機を効果的に冷却してスムーズに作動させるファンを構築しました。ユーザーは、換気が覆われていないこと、または周囲の物体との距離が0.3メートル以上であることを確認する必要があります。ユーザーは常に良好な換気を維持するように注意する必要があります。長寿命は非常に重要です。
1)過負荷の禁止を禁止する。
ユーザーは、溶接電流が最大許容負荷を超えないように、いつでも最大許容負荷電流(オプションの負荷期間と比較して)を観察することを忘れないでください。
現在。現在の過負荷は、溶接機の寿命を大幅に短縮し、溶接機を焼損させる可能性さえあります。
2)電圧が高すぎることを禁止する。
供給電圧は「主な性能パラメータ」の表に記載されています。一般に、溶接機内の電圧補償回路は、溶接電流が許容範囲内に保たれることを保証します。
範囲。電源電圧が許容値を超えると溶接機が破損しますので、十分にご注意いただき、適切な注意を払ってください。
3)各溶接機には接地ねじが取り付けられており、接地マークが付いています。使用する前に、6mm2を超える断面のケーブルを使用してください。溶接機のシェルを確実に接地して解放することができます。
静電気や漏れによる事故防止のために発生する場合があります。
4)溶接機が標準のデューティサイクルを超えて動作する場合、溶接機は突然保護状態になり、作業を中断する可能性があります。これは、溶接機が標準の負荷期間を超え、過剰になることを意味します。
熱によって温度制御スイッチがトリガーされ、溶接機が機能しなくなります。フロントパネルの赤いインジケータライトが点灯します。この場合、溶接機が冷却するために冷却ファンが作動し続けることができるように、電源プラグを抜く必要はありません。赤色のライトが消えると、温度が標準範囲に下がり、溶接を再開できます。
8 遭遇した溶接の問題と分析:
ここに記載されている現象は、使用しているアクセサリ、溶接材料、環境要因、および電源条件に関連している可能性があります。環境の改善に努め、そのような状況を避けてください。
A:アークを壊しやすいアークの問題
1)ワイヤークランプがワークピースにしっかりと接触していることを確認します。
2)接続ポイントが不良かどうかを確認します。
B:出力電流が定格値に達していない
供給電圧が定格値から外れると、出力電流値が設定値と異なる場合があります。供給電圧が定格値を下回ると、溶接機の最大出力電流が定格値を下回る場合があります。
C:溶接機の使用中に電流を安定させることはできません。
これは、次の要因に関連している可能性があります。
1)グリッド電圧の変化
2)グリッドまたは他の電気機器からの深刻な干渉
D:溶接シーム
1)エア供給回路に漏れがないか確認します。
2)卑金属表面に油、汚れ、錆、塗料、その他の不純物がありません。
9 日常のメンテナンス:
1)通常、通常の粉塵は、乾燥した清浄な圧縮空気を使用して、溶接機の煙と汚染された空気に少なくとも月に1回は粉塵処理に使用されます。
2)溶接機の部品を傷つけないように、必要な圧力まで圧縮空気を送ります。
3)内部の電気接続をチェックして、良好(特にコネクタ)を確認し、緩い接触を強化します。サンドペーパーを使用して酸化膜を除去する酸化がある場合は、再接続します。
4)溶接機内の水や湿気を避け、そうでない場合は時間内にブロードライし、メガオームメーター(接続ノード間および接続ポイントとケーシング間を含む)で絶縁を測定します。溶接作業は、異常が確認されない場合にのみ継続できます。
5)溶接機を長期間使用しない場合は、溶接機を元のパッケージに入れて、乾燥した環境で保管する必要があります。
注:すべてのメンテナンス、メンテナンス作業は、状況に応じて電源の状況を完全に遮断する必要があります。電源プラグが抜かれているのを確認し、シャーシを開いてください。
10 異常の早期チェック:
溶接できない、アーク不安定、溶接効果が良くないなどの異常現象があっても、早すぎて溶接機の故障を判断しないでください。
溶接機は正常ですが、故障の原因とは程遠いことが多く、異常現象を引き起こしました。例えば、部品の緩み、スイッチの設定を忘れた、エラー設定、ケーブルの断線、ガスホースの破裂など。故障判定修正、まずは確認してみてください。かなりの部分が解決できます。
以下の一般的な溶接例外リストを早期に診断することを意味します。右上の表のプロジェクトバーから異常な現象を見つけます。それぞれ、下の表の対応する「O」のマークに従って、検査と保守を行ってください。
※異常のチェック図:省略